Elevator Wire Rope – Product Introduction
Elevator wire rope is a critical load-bearing and safety component used in passenger elevators, freight elevators, and lift systems. It is responsible for supporting the car and counterweight, transmitting traction force, and ensuring smooth, stable, and safe vertical movement throughout the elevator’s service life.
1. What Is Elevator Wire Rope?
Elevator wire rope is a high-precision steel wire rope specially designed for traction and suspension in elevator systems. Compared with general lifting ropes, it requires higher fatigue resistance, strict diameter tolerance, excellent flexibility, and long service life, as it operates continuously over traction sheaves under repeated bending.
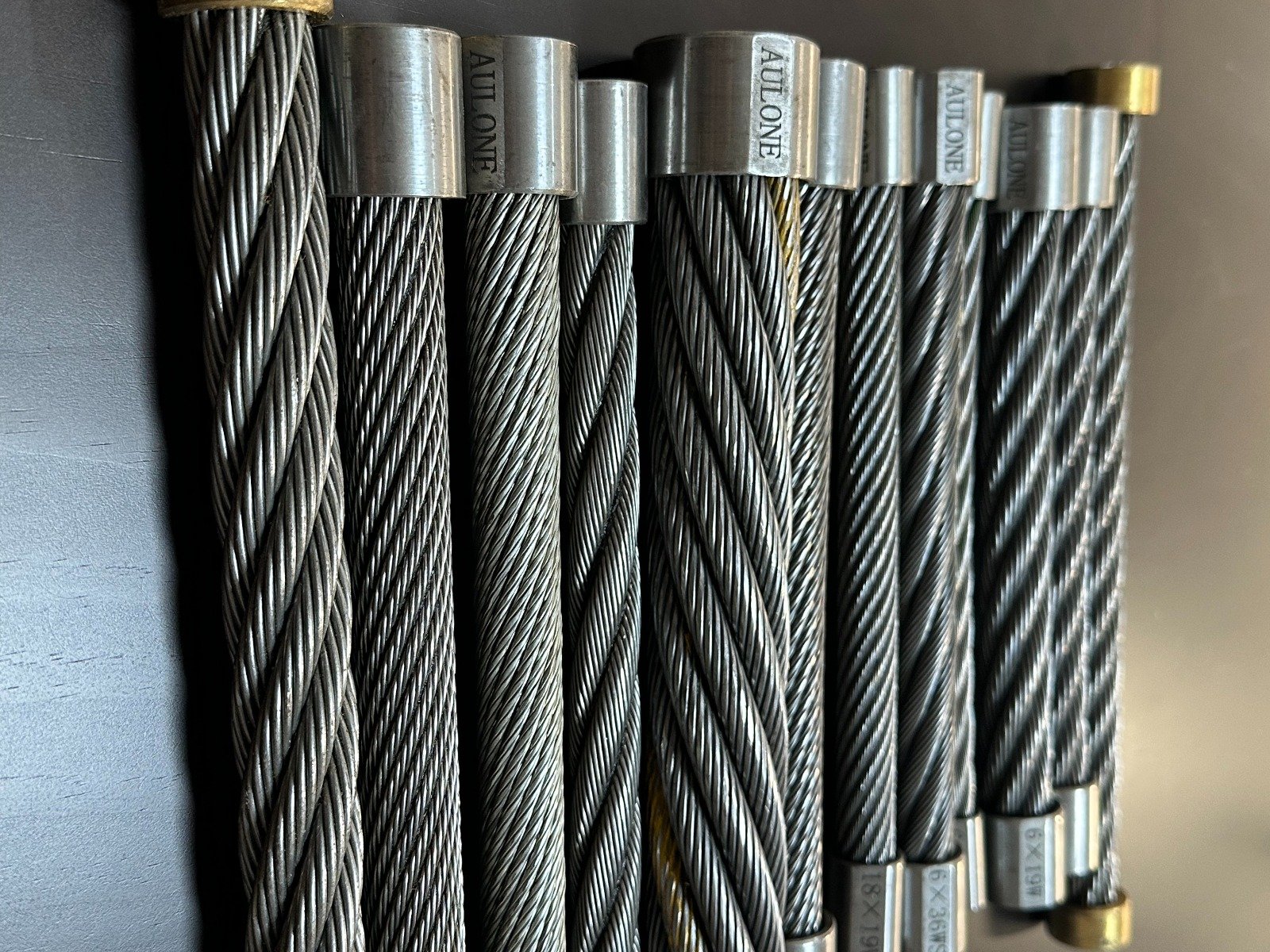
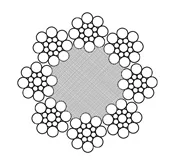
2. Typical Construction
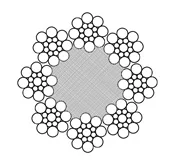
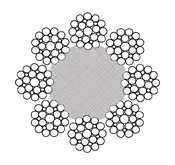
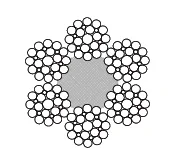
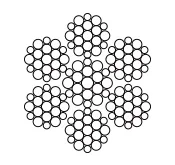
Common elevator wire rope constructions include:
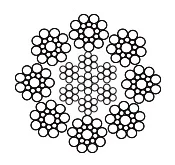
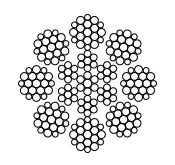
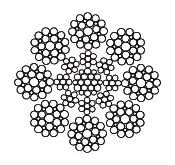
8×19 / 8×25 constructions
Seale or Warrington strand patterns
Fiber Core (FC) or Independent Wire Rope Core (IWRC) depending on application
The most widely used type in traction elevators is 8-strand wire rope with fiber core, offering:
Good flexibility
Low vibration and noise
Stable traction performance
3. Key Features
High fatigue resistance
Designed for frequent bending over sheaves with long bending life.Uniform diameter & surface finish
Ensures even load distribution, reduces wear on traction sheaves, and improves ride comfort.Excellent traction performance
Optimized surface structure provides reliable friction between rope and sheave.Low elongation & structural stability
Maintains consistent elevator leveling accuracy over time.Corrosion protection options
Available in bright, galvanized, or special surface treatments for different environments.
4. Applications
Elevator wire ropes are widely used in:
Passenger elevators
High-rise building elevators
Freight elevators
Service and panoramic elevators
They are suitable for both traction elevators and machine-room-less (MRL) elevator systems.
5. Quality & Safety Importance
Because elevator wire ropes are safety-critical components, they must be manufactured under strict quality control, including:
Precise wire drawing and stranding
Controlled lay length and tension
Fatigue and breaking force testing
Dimensional and surface inspections
Regular inspection and timely replacement are essential to ensure elevator safety and compliance with maintenance requirements.